
3D Printing Arizona is a technology that turns a digital process into a physical object. It reduces manufacturing costs by eliminating the need for labor, machines, and transit expenses.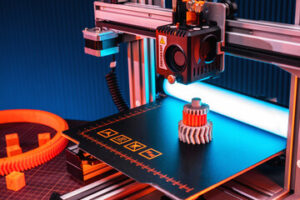
With 3D printing, the time from CAD model to prototype can be cut to days or weeks. This helps designers test ideas quickly for form and fit.
3D printing is the process of making a physical object from a three-dimensional digital model. Unlike traditional manufacturing methods that remove material through cutting or drilling, 3D printing builds objects layer by layer, allowing for greater design freedom and reducing waste.
A machine tool that creates a three-dimensional object by stacking thin, two-dimensional layers of material. The machine reads a digital file that gives it instructions on how to print the item, then uses a hot extruder to deposit each layer of material onto the build platform. 3D printers use a variety of materials and can create both solid and flexible structures. They are often used for prototyping and for creating final products and sample models.
Software that helps you design, edit, and view 3D objects. There are a variety of programs available, some free and some commercial. Tinkercad is an online modeling program that is easy to use and includes a wealth of tutorials for beginners. OpenSCAD is a more advanced software program that focuses on the CAD (or math & number-based) aspects of 3D modeling and can be useful for engineers. Blender is an open-source graphics program that can be used to create animated films, visual effects, and interactive 3D applications.
Supports are structures that help keep a delicate print from warping or breaking during the print process. They are typically made from a material that can be dissolved in limonene and may include nylon, high impact polystyrene (HIPS), or flexible filament.
In addition to accelerating product development and providing a cost-effective alternative to traditional manufacturing processes, 3D printing can also help address challenges in medical research and education by enabling rapid creation of customized prosthetics, tools, or educational models. In industry, 3D printing is being used to rapidly produce prototypes for assembly and assembly mockups, as well as to create lightweight parts for improved fuel efficiency and emissions reductions.
The 3D printing industry is growing fast, and Autodesk Fusion is an important part of that growth. The Autodesk Fusion software suite provides an integrated CAD/CAM environment that supports a wide range of 3D printing processes, including Fused Deposition Modeling (FDM), Selective Laser Sintering (SLS), Stereolithography (SLA), and Electron Beam Melting (EBM). Autodesk Fusion is available as a subscription service for business or personal use.
Fused Deposition Modeling (FDM)
Fused deposition modeling (FDM) is one of the most popular and cost-effective 3D printing technologies. It uses a plastic filament to create a solid object by depositing layer upon layer until the desired part is complete. It is commonly used for functional prototypes and manufacturing tools but can also be adapted to make durable end-use parts in the right materials.
The FDM process works by heating a solid plastic filament until it is melted, then forcing the melt through a small nozzle onto a build platform. Each deposited layer of filament cools and solidifies, allowing the next layer to be deposited on top of it. After each layer is built, the platform lowers or the nozzle moves up a predetermined amount to begin building the next layer of the object. The process continues until the entire object is printed.
FDM is a relatively easy and affordable 3D printing technology, but it’s not ideal for high-precision or high-strength applications. Because layers are deposited so quickly, parts tend to have visible layer lines and rough surfaces that require extensive post-processing to smooth and finish them. The strength of FDM-printed parts is also anisotropic, meaning they’re weaker along the ridges and edges.
When choosing an FDM printer, consider the size and complexity of your prints and the materials you’ll be using. Look for a model with a large build volume, high-resolution print heads, and compatibility with different materials. Also, look for a brand with active online communities and responsive customer support. A flat build platform is essential for good printing quality, so be sure to choose a model with automatic or manual flattening functions.
At Forge Labs, we use industrial-grade FDM printers from Stratasys and Markforged to print high-performance thermoplastics like ABS, ASA, ULTEM, and PC for durable prototypes, production tools, and end-use parts. We offer 14 distinct industrial FDM materials, including abrasion-resistant and flame retardant options.
To ensure a high-quality part, we perform extensive post-processing and calibration on our FDM machines. To get started, simply upload your CAD files to our Instant Quoting Engine. Our expert engineers will review your CAD file and provide a free quote with detailed manufacturing details in as little as three business days.
Selective Laser Sintering (SLS)
SLS is a powder-based additive manufacturing technique that converts 3D CAD designs into physical parts through sintering. This process involves heating the powdered material to near-melting temperatures, causing the particles to bond together and become solid. It can use a wide variety of materials, including plastics and metals, which allows for the production of robust, long-term stable parts. It is also one of the few additive manufacturing techniques that can produce complex shapes and inner geometries that are impossible to create with traditional machining methods.
SLS machines usually look like big metal boxes with a window for the laser (a Co2 laser) that does the sintering. The machine dispenses a layer of polymer or metal powder across the printer’s build platform. Then a recoater spreads the powder to evenly cover the entire surface. Then, the heaters in the machine preheat the powder to a temperature just below its melting point. Next, the laser traces the cross-section of the part geometry over the sprayed powder layer. When the laser hits the powder it melts and fused it into a solid. Then the recoater adds another layer of powder and the process repeats until the part is printed.
Once the part is complete, the recoater removes it from the platform and brushes away any remaining sintered powder to prepare it for post-processing. The resulting part is then encased in a porous cocoon of partly sintered powder that serves as structural support. The resulting piece is then cleaned, examined and tested to ensure it meets the original design specifications.
This is a time-consuming process, especially for large, complex parts. But new developments in powder handling, laser technology and automation are improving the speed and accuracy of SLS printing. This is allowing it to be used for functional prototyping and low-volume production of end-use parts in industries such as aerospace, automotive, medical and consumer electronics.
SLS printing requires the creation of a digital 3D model using a CAD software program, which can then be converted into an STL file that is ready for SLS processing. The digital files need to meet certain geometric recommendations to ensure a successful print, which include wall thickness, hollow parts, and mating parts.
Electron Beam Melting (EBM)
EBM uses an electron beam to melt fine metal powder and accurately build parts layer-by-layer. The process offers greater depth of layer penetration than laser-based powder bed fusion technologies, which results in superior mechanical properties. It also eliminates the need for supports for overhangs less than 45 degrees, which allows tall and thin components to be built quickly. Additionally, the fine sintered powder around the parts acts as a support structure and helps to reduce the need for post-processing such as heat treatment or stress relief.
The EBM process is operated in a vacuum, which allows the electron gun to operate at higher temperatures and prevents oxidation of the materials, which is critical for medical and aerospace applications. The process begins with a layer of fine metal powder that is evenly spread over the build platform. An electron beam is then directed towards the powder and heated by powerful electromagnets, causing it to melt and fuse together. The process continues until the desired part has been constructed.
Due to the rapid scan speed, it is important to maintain consistent power, cooling, inert gas and exhaust ventilation to ensure accurate fusion and avoid defects. Regular maintenance is also necessary to keep the beam filament, powder filter and vacuum system in optimum condition.
EBM is a great choice for fabricating parts with complex geometries, which can be difficult or impossible to create using traditional manufacturing methods. The versatility of the process also allows for a wide range of material options, including high-performance alloys and biocompatible titanium. In the medical field, it can be used to create personalized orthopedic implants and prosthetics that are tailored to each patient’s unique anatomy, leading to better outcomes and increased comfort.
In terms of accuracy, the EBM process is capable of producing fine features with tolerances down to +-0.2 mm. However, because of the fast heating and cooling cycles during the building process, it is important to understand that the metal components may require additional post-processing, such as heat treatment or stress relief, in order to achieve their full mechanical properties.